
加工中心铝件攻丝丝锥经常会断,怎么解决
加工中心铝件攻丝丝锥经常会断,怎么解决?哈思孚HASSFULL先来说下什么是丝锥吧。所谓的丝锥又叫做丝攻,在钻孔之后用来攻内螺纹的。丝锥分机用丝锥和手用丝锥。这里说的铝加工中心丝锥,当然是机用丝锥了。在国家工具标准中,将机用丝锥定义为:高速钢磨牙丝锥。机用丝锥又可以分为先端丝攻、螺旋丝攻。先端丝攻也被叫做直槽丝攻,用来攻通孔;螺旋丝攻用来攻盲孔的。
加工中心铝件攻丝丝锥经常会断,怎么解决?
1、首先就是丝锥选择不当造成的:如果加工硬度很大的工件,哈思孚HASSFULL建议选择高品质丝锥,例如涂层丝锥、高速钢丝锥、硬质合金丝锥等都行。不同丝锥的设计是应用在不同的工作场合的,需要选择丝锥。例如丝锥的排屑槽头数、大小、角度等等对排屑性能都有影响。
2、其次丝锥品质不好也是其中一个重要原因:例如主要材料、热处理情况、加工精度、涂层质量、数控刀具设计等因素。
举个例子,丝锥截面过渡处尺寸差别太大或没有设计过渡圆角导致应力集中,使用时易在应力集中处发生断裂。柄、刃交界处的截面过渡处离焊口距离太近,导致复杂的焊接应力与截面过渡处的应力集中相迭加,产生较大的应力集中,导致丝锥在使用中断裂。例如,热处理工艺不当。丝锥热处理时,若淬火加热前不经预热、淬火过热或过烧、不及时回火及清洗过早都有可能导致丝锥产生裂纹。很大程度上这也是国内丝锥整体性能不如进口丝锥的重要原因。
3、底孔孔径偏小:例如,加工黑色金属材料M5×0.5螺纹时,用切削丝锥应该用选择直径4.5mm钻头打底孔,如果误用了4.2mm钻头来打底孔,攻丝时丝锥所需切削的部分必然增大,进而使丝锥折断。建议根据丝锥的种类及攻件材质的不同选择正确的底孔直径,如果没有完全符合的钻头可以选择大一级的。
4、还有就是丝锥与加工的材料不匹配:我们在攻丝之前,需要选择合适的优质丝锥产品,这样就能避免问题的出现。
5、机床没有达到丝锥的精度要求:机床和夹持体也是非常重要的,尤其对于高品质的丝锥,只要一定精度的机床和夹持体才能发挥出丝锥的性能。常见的就是同心度不够。攻丝开始时,丝锥起步定位不正确,即主轴轴线与底孔的中心线不同心,在攻丝过程中扭矩过大,这是丝锥折断的主要原因。
6、攻件材质问题:攻件材质不纯,局部有过硬点或气孔,导致丝锥瞬间失去平衡而折断。
7、切削速度与进给量不合理:当加工出现问题时,国内大部分用户是降低切削速度和减小进给量,这样丝锥的推进力度降低,其生产的螺纹精度因此被大幅度降低,这样加大了螺纹表面的粗糙度,螺纹孔径和螺纹精度都无从控制,毛刺等问题当然更不可避免。但是,给进速度太快,导致的扭力过大也容易导致丝锥折断。机攻时的切削速度,一般钢料为6-15m/min;调质钢或较硬的钢料为5-10m/min;不锈钢为2-7m/min;铸铁为8-10m/min。在同样材料时,丝锥直径小取较高值,丝锥直径大取较低值。
8、切削液和润滑油品质不好:切削液和润滑油品质出现问题,加工的时候工件就会容易出现毛刺等现象,这样丝锥的寿命会减少,也容易发生断裂的现象。
9、操作人员技术与技能没有达到要求:以上的这些问题,都需要操作人员做出判断或向技术人员反馈,但目前国内绝大部分操作人员重视不够。例如,加工盲孔螺纹时,当丝锥即将接触孔底的瞬间,操作者并未意识到,仍按未到孔底时的攻丝速度给进,或排屑不畅时强行给进导致丝锥折断。建议操作人员加强责任心。
加工中心铝件攻丝丝锥结构是怎么样的?
加工中心铝件攻丝丝锥经常会断,怎么解决?
1、首先就是丝锥选择不当造成的:如果加工硬度很大的工件,哈思孚HASSFULL建议选择高品质丝锥,例如涂层丝锥、高速钢丝锥、硬质合金丝锥等都行。不同丝锥的设计是应用在不同的工作场合的,需要选择丝锥。例如丝锥的排屑槽头数、大小、角度等等对排屑性能都有影响。
2、其次丝锥品质不好也是其中一个重要原因:例如主要材料、热处理情况、加工精度、涂层质量、数控刀具设计等因素。
举个例子,丝锥截面过渡处尺寸差别太大或没有设计过渡圆角导致应力集中,使用时易在应力集中处发生断裂。柄、刃交界处的截面过渡处离焊口距离太近,导致复杂的焊接应力与截面过渡处的应力集中相迭加,产生较大的应力集中,导致丝锥在使用中断裂。例如,热处理工艺不当。丝锥热处理时,若淬火加热前不经预热、淬火过热或过烧、不及时回火及清洗过早都有可能导致丝锥产生裂纹。很大程度上这也是国内丝锥整体性能不如进口丝锥的重要原因。
3、底孔孔径偏小:例如,加工黑色金属材料M5×0.5螺纹时,用切削丝锥应该用选择直径4.5mm钻头打底孔,如果误用了4.2mm钻头来打底孔,攻丝时丝锥所需切削的部分必然增大,进而使丝锥折断。建议根据丝锥的种类及攻件材质的不同选择正确的底孔直径,如果没有完全符合的钻头可以选择大一级的。
4、还有就是丝锥与加工的材料不匹配:我们在攻丝之前,需要选择合适的优质丝锥产品,这样就能避免问题的出现。
5、机床没有达到丝锥的精度要求:机床和夹持体也是非常重要的,尤其对于高品质的丝锥,只要一定精度的机床和夹持体才能发挥出丝锥的性能。常见的就是同心度不够。攻丝开始时,丝锥起步定位不正确,即主轴轴线与底孔的中心线不同心,在攻丝过程中扭矩过大,这是丝锥折断的主要原因。
6、攻件材质问题:攻件材质不纯,局部有过硬点或气孔,导致丝锥瞬间失去平衡而折断。
7、切削速度与进给量不合理:当加工出现问题时,国内大部分用户是降低切削速度和减小进给量,这样丝锥的推进力度降低,其生产的螺纹精度因此被大幅度降低,这样加大了螺纹表面的粗糙度,螺纹孔径和螺纹精度都无从控制,毛刺等问题当然更不可避免。但是,给进速度太快,导致的扭力过大也容易导致丝锥折断。机攻时的切削速度,一般钢料为6-15m/min;调质钢或较硬的钢料为5-10m/min;不锈钢为2-7m/min;铸铁为8-10m/min。在同样材料时,丝锥直径小取较高值,丝锥直径大取较低值。
8、切削液和润滑油品质不好:切削液和润滑油品质出现问题,加工的时候工件就会容易出现毛刺等现象,这样丝锥的寿命会减少,也容易发生断裂的现象。
9、操作人员技术与技能没有达到要求:以上的这些问题,都需要操作人员做出判断或向技术人员反馈,但目前国内绝大部分操作人员重视不够。例如,加工盲孔螺纹时,当丝锥即将接触孔底的瞬间,操作者并未意识到,仍按未到孔底时的攻丝速度给进,或排屑不畅时强行给进导致丝锥折断。建议操作人员加强责任心。
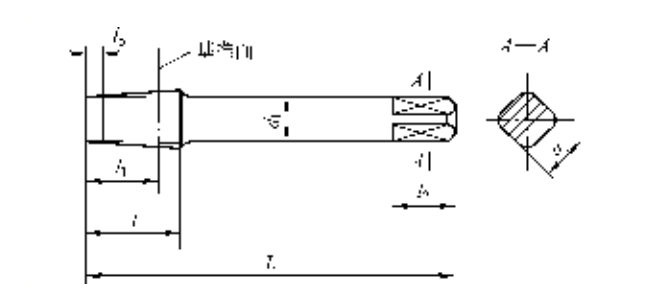
加工中心铝件攻丝丝锥结构是怎么样的?
加工中心铝件攻丝丝锥结构如下

加工中心铝件攻丝丝锥结构
加工中心铝件攻丝丝锥规格范围和标准代号?
| 类型 | 简图 | 规格范围 | 标准代号 |
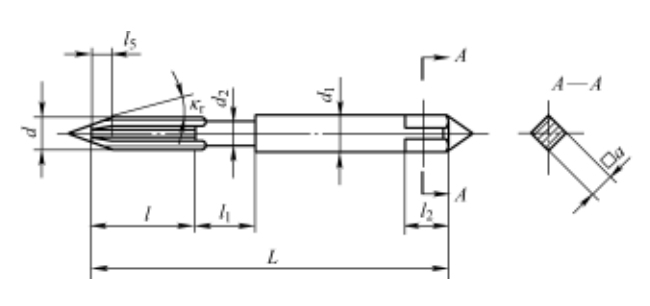
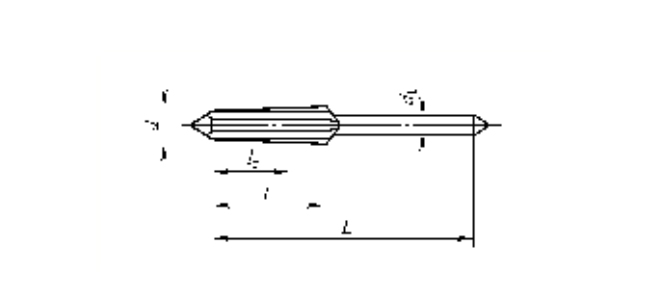
| 粗柄机用和手用丝锥 |
 |
粗牙为M1-M2.5 细牙为M1×0.2-M2.5×0.35 |
GB/T3464.1-2007 |
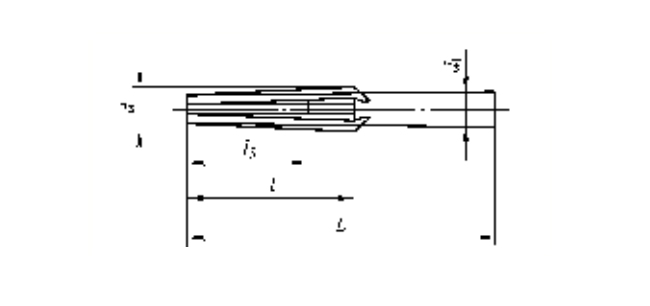
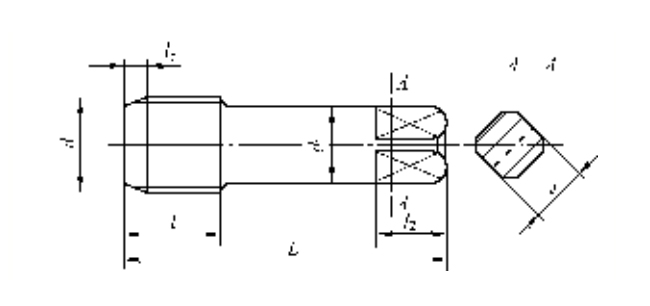
| 粗柄带颈机用和手用丝锥 |
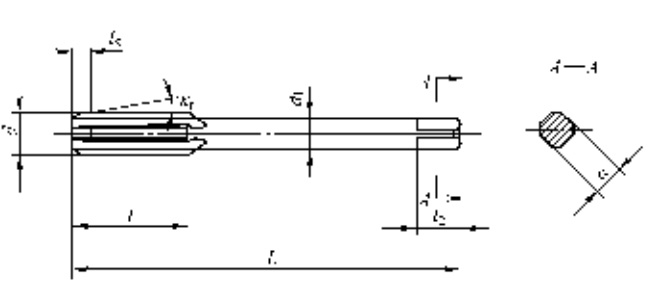 |
粗牙为M3-M10 细牙为M3×0.35-M10×1.25 |
GB/T3464.1-2007 |
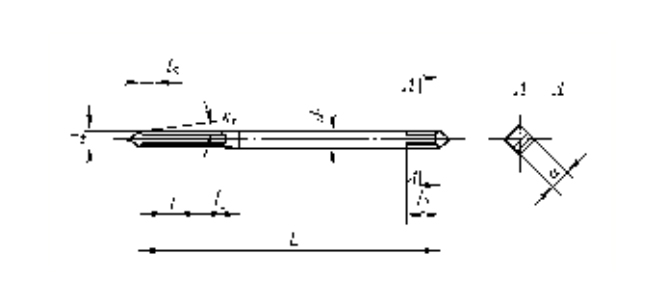
| 细柄机用和手用丝锥 |
 |
粗牙为M3-M68 细牙为M3×0.35-M100×6 |
GB/T3464.1-2007 |
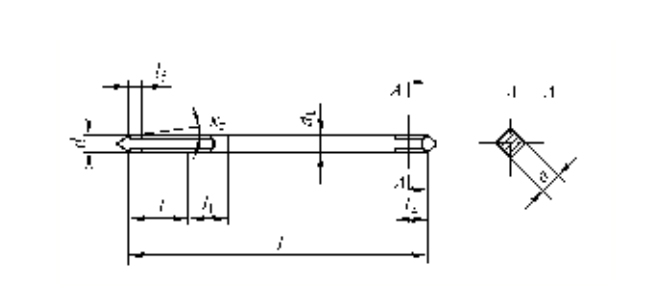
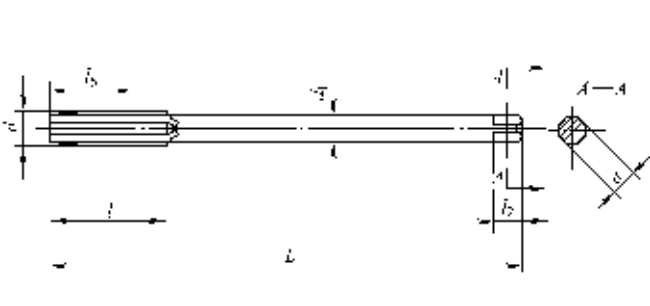
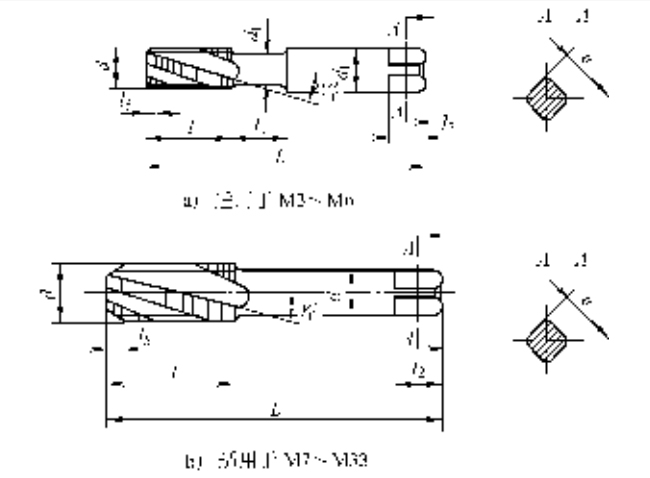
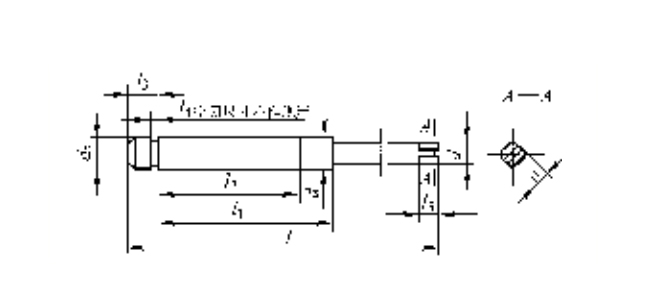
| 长柄机用丝锥 |
 |
粗牙为M3-M24 细牙为M3×0.35-M24×2 |
GB/T3464.2-2007 |
| 粗短柄机用和手用丝锥 |
 |
粗牙为M1-M2.5 细牙为M1×0.2-M2.5×0.35 |
GB/T3464.3-2007 |
| 粗柄带颈短柄机用和手用丝锥 |
 |
粗牙为M3-M10 细牙为M3×0.35-M10×1.25 |
GB/T3464.3-2007 |
| 细短柄机用和手用丝锥 |
 |
粗牙为M3-M52 细牙为M3×0.35-M52×4 |
GB/T3464.3-2007 |
| 螺母丝锥(d≤5mm) |
 |
粗牙为M2-M5 细牙为M3×0.35-M5×0.5 |
GB/T967-2008 |
| 圆柄螺母丝锥(d>5-30mm) |
 |
粗牙为M6-M30 细牙为M6×0.75-M30×1 |
GB/T967-2008 |
| 螺母丝锥(d>5mm) |
 |
粗牙为M6-M52 细牙为M6×0.75-M52×1.5 |
GB/T967-2008 |
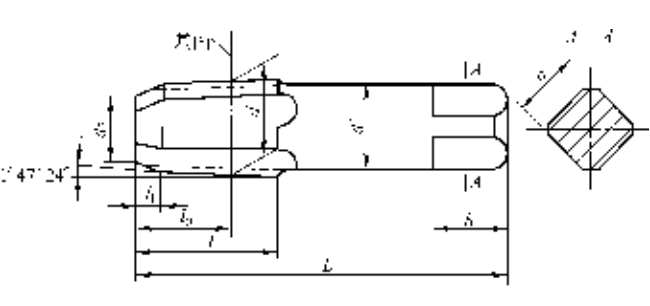
| 长柄螺母丝锥 |
 |
粗牙为M3-M33 细牙为M3×0.35-M52×1.5 |
JB/T8786-1998 |
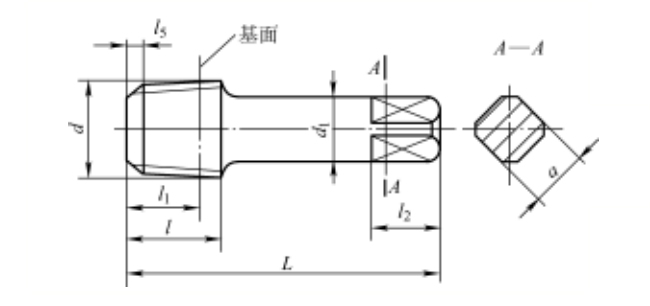
| 米制锥螺纹丝锥 |
 |
ZM6-ZM60 |
|
| 螺旋槽丝锥 |
 |
粗牙为M3-M27 细牙为M3×0.35-M33×3 |
GB/T3506-2008 |
| 梯形螺纹丝锥 |
 |
Tr8×1.5-Tr52×8 | JB/T9989.1-1999 |
| 55°圆柱管螺纹丝锥 |
 |
G系列:G1/16-G4 Rp系列:Rp1/16-Rp4 |
GB/T20333-2006 |
| 55°圆锥管螺纹丝锥 |
 |
Re1/16-Re4 | GB/T20333-2006 |
| 60°圆锥管螺纹丝锥 |
 |
NPT1/16-NPT2 | JB/T8364.2-2010 |




